一家专注于流体压力成形技术
成形液压机设备厂家


设备概述
性能与特点
应用领域
具体参数
水胀内高压成型是一种先进的金属管材塑性加工技术,属于液压成型的一种。其核心是利用超高压液体作为传力介质,在密闭模具内对管坯施加内压,同时配合轴向补料,使管材在压力作用下贴合模具型腔,成形出复杂截面形状的空心零件。
1、工艺基本原理:
将预弯或预成形的管坯放入可分合的模具中,闭合模具后,通过高压源向管坯内部注入液体并施以极高压力(通常可达100MPa以上,甚至400-500MPa)。在此过程中,通过两端的冲头对管坯施加轴向推力进行补料,在内压和轴向力的共同作用下,管坯发生塑性变形,逐渐膨胀并最终紧贴模具内壁,获得所需形状。
2、工艺特点与优势:
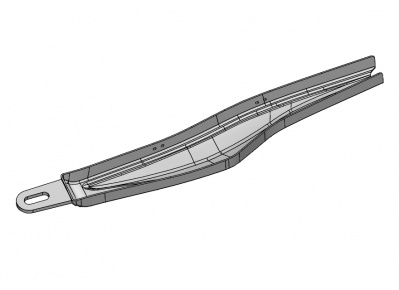
轻量化与结构优化:可一次成形复杂三维中空构件,实现结构集成,减少零件数量和连接工序,显著降低重量。广泛应用于汽车底盘、车身框架、航空航天管路、设备制冷换热管件、水路系统管道、日常家电配件等。
提高强度与刚度:冷作硬化效应提高了材料强度,且成形零件整体无缝,刚性好。
改善表面质量与精度:零件表面光洁,尺寸精度高,重复性好。
材料利用率高:近净成形,废料少。
设计自由度大:可成形多种复杂截面(矩形、多边形、异形等),这是传统冲压焊接难以实现的。
3、主要应用领域:
汽车工业:副车架、发动机托架、仪表盘支架、排气歧管、车身A/B柱、防撞梁等。是实现车身轻量化的关键技术之一。
航空航天:飞机发动机管路、液压系统管路、机身支撑结构件。
其他:自行车车架、卫浴五金、异形管件等。
4、发展趋势:
向更高压力(>500MPa)、更大吨位(合模力)发展,以成形更厚壁、高强度材料(如高强钢、铝合金、钛合金)的零件。
智能化与柔性化:发展自适应控制、工艺在线监测与优化、快速换模技术。
工艺复合化:与加热(热态内高压成形)、剪切、冲孔等工序集成。
新材料应用:拓展至复合材料管、拼焊管等。
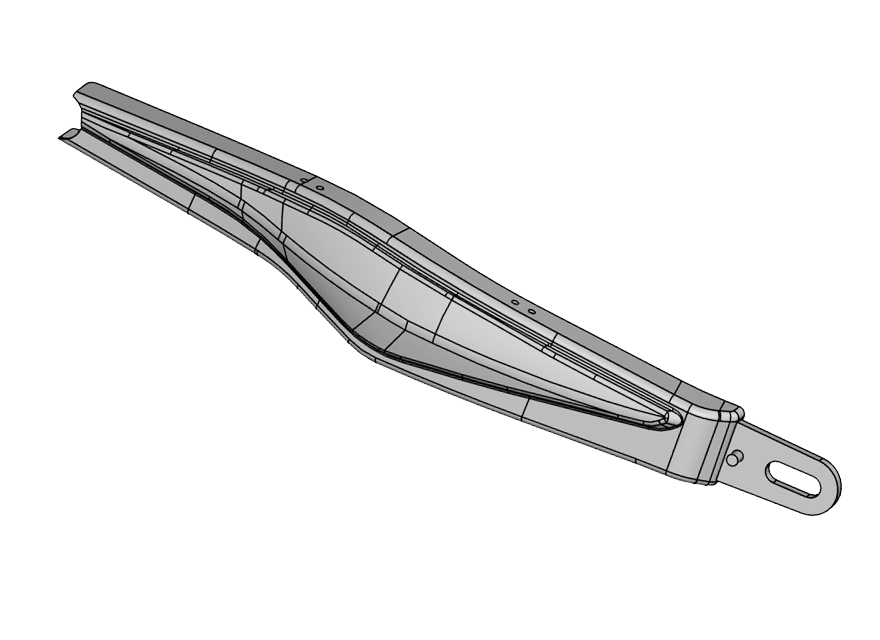
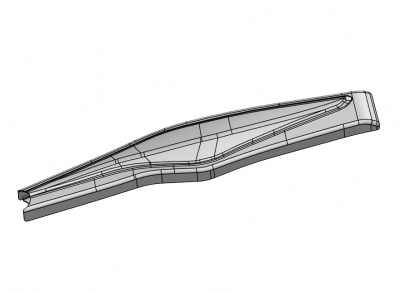
超凡的刚度重量比:通过精准的壁厚控制,在受力关键部位强化,在次要部位减重,实现了材料分布的“按需分配”,达成极致的轻量化与高刚性。
无缝高强度结构:一体成型的特性消除了传统焊接可能存在的弱点和应力集中,使整体结构完整性、疲劳强度和可靠性达到新高度。
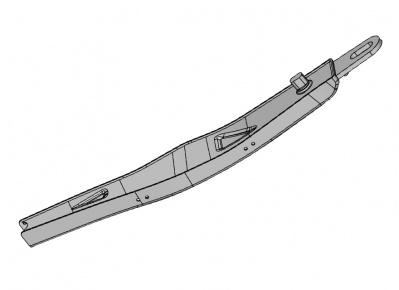
复杂异形件的自由设计:工艺能完美实现中空变截面、复杂三维曲线的异形件制造,为空气动力学优化和极致结构设计提供了无限可能。
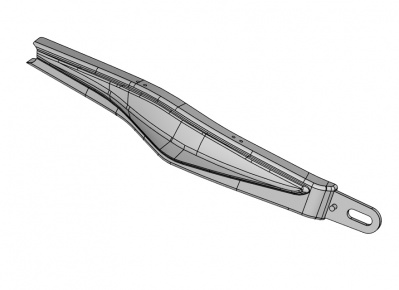
采用先进工艺制造的高性能后平叉,主要应用于对性能有极致追求的领域:
顶级公升级跑车与街车:如杜卡迪、阿普利亚、宝马等品牌的高端车型,将其作为核心卖点。
高性能改装与升级市场:为追求极致操控的玩家提供顶级后装部件。
专业竞技赛事:在MotoGP等世界顶级赛事中,是各车队不断研发和优化的关键部件。
水胀成型(亦称水涨成型)作为内高压成型的一种典型形式,其优势在上述性能中得到了集中体现。它不仅仅是制造方式的改变,更是设计哲学的解放:
设计驱动制造:允许工程师优先考虑最优力学结构和美学线条,再由工艺实现。
品质与效能兼顾:生产出的部件内部组织流线完整,表面光洁精度高,同时实现了减重、增强与降耗的完美统一。
技术品牌象征:采用此工艺的一体成型后平叉,已成为摩托车行业公认的尖端技术标识,极大地提升了产品的科技附加值与市场竞争力。
 主页
主页